�l���r�g��2020-05-27 �ѽ���1�˲��^������ ���ظБ�����б�
| ���l����ӟ᷽ʽ�ЃɷN����һ�N��ͬ�r�ӟ��𣬼���������Ҫ���ı���ͬ�r�ӟᣬ�S���M�м�������s���ڶ��N��ѭ���B�m�ӟ��𣬼��øБ��ӟṤ����һС���ֱ��棬ͬ�r�������������Ƅӣ�ʹ����ѭ���B�m�ӟ����s��
�M�ж�Ʒ�N��С������������a�r����ͬ���Ͽ�����Ҫʹ�ò�ͬ�Ĵ����|���ʴ�����ͬ�r�ӟ�Ĵ��ʽ����������e�^�����������O�书�ʵ����ص����ƣ��t���]�����B�m�ӟ�ķ�ʽ�M�д��
1.�R���w���P䓹����ȿ��l������ ��1���ӹ��y�c �R���w���P䓹����ȿ��l���������ͬ�r�ӟ�ķ�ʽ����ӹ��y�c���ڲ��P䓲��|�̓ȿױ�����
���l�Б��ӟ��^���У��ضȳ��^����ʧ���c����F����ʧ���c�ض�һ����700��800�棩�r������늴ŸБ��������ͣ��ӟ��ٶ��½��������Mһ���ӟ����y�������P䓟�̎��ضȸߣ�����1000�����ϣ��ӟᵽ���ϵĴ��ض��y�ȸ�����һ���棬�������̎��ضȸߣ��ӽ����ϵ����c���mȻʧ���c���ϼӟ��ٶȽ��ͣ����^��Ҏ��̎���ӟ��ٶ��Ժܿ죬���y�Կ��ƣ����ڰl����������^�����ڵ��L�U��
�h��Ч���ǸБ��ӟ������Ч��֮һ��Ҳ����Ƀȿӟ����y��ԭ�����ڡ���ʹ�øБ�Ȧ�������M�мӟ�r��ͨ�^�Б�Ȧ����������ڸБ�Ȧ�ăȂȱ��档�ӟṤ����A����r���Б�Ȧ�Ȃȱ����c������ȱ����������������ڹ����ļӟᣬ���ӟṤ���ȿױ���r������t�����෴����ʹ�Б������Ч���@�����ͣ������ڹ����ļӟᡣ���ң��M�ЃȿБ�����r���ӟ����ڹ����Ȳ��������ߏ��ⲿ����ֱ���^�y��һ���̶��������˲������y��
ij�aƷ�����S�У�Ҋ�D1��Ҫ��sf28mm�����𣬲��Ϟ��R���w���P�20Cr13�����Ӳ��Ҫ��35��45HRC��ԓ�����������ӟ��y�c�⣬��ӟ�������棬������ֱͨ�ȿף���Ȼ��ɸБ����c�����ӟ�����g϶�����Mһ���������Ч�ʡ�ͨ���M�Ѓȿ��l��𣬞�˷��h��Ч���������ӟ�IJ���Ӱ푣������ڸБ������O�Ì����w���Ը�׃�ň��ķֲ�����ʹ�����ӽ��ڹ�������ӟ�ı���ֲ����Ķ����Ƽӟ�Ч������ԓ�����ȿ��^С��ȥ���Б����c����֮�g���g϶���x�Լ��Б��������ߴ磬�Б����ȏ���13mm���£��o�����b�����w����ԓ�����ĸБ����ֻ��ͨ�^������ˇ���������M�ӟ��^��������Ȱl�]�O�������ķ����� 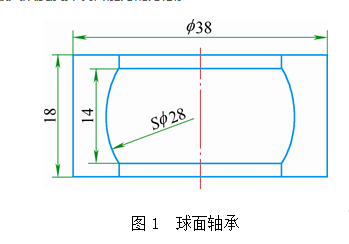 ��2�����ˇ���� ���ˇ���������ӟ�r�g�����ضȡ������|��
�S�����J�飬���l�Б������˲�r�ӟᣬ�����ڶ̶̎�����_�����ضȣ��@�N�J�R��ӳ�����ձ���r���s�Dz�ȫ��ġ���Щ��r�£��ӟ��ٶȕ���һЩ������һЩ������r�£�ͨ�^����늉�ݔ�����ֶΣ��p������ļӟ��ٶȣ����ԝM��һЩ����������⼼�gҪ�����Ҫ������ԓ�������f�������T������صĴ��ڣ����ټӟ��Dz��F���ģ����]Ŀ�y�ض�׃������Ҫ�ͷ�ֹ�^�������������ڬF��İl�����Ա��C����|��������������^���ļӟ��ٶȡ��ӟ��ٶ��^���t��ʧȥ������ă��ݣ�߀��������ʹ��Ӳ���^���`�C������ԓ�����ļӟ�r�g������2.5��3min֮�g�^���m�ˡ�
�����Ĵ��ضȑ�����䓷N��ԭʼ�M��������׃�^�ļӟ��ٶȁ��_����䓷N��ԭʼ�M��һ���ėl���£����ض���Ҫ�ɼӟ��ٶțQ�����ӟ��ٶ�Խ�죬����Ĵ��ض�Խ�ߣ����l���ӟ��ٶ��h���ڳ�Ҏ��̎������ˣ����l���ض��ձ���ڳ�Ҏ��̎�����ضȡ������S�����ڸ��Nԭ�ӟ�����T�����y�����ضȲ����^�ߣ����ض�Խ�ߣ����F�y��Խ���@Ҳ���x���^���ӟ��ٶȵ�ԭ��֮һ���mȻ�x�����^���ļӟ��ٶȣ����Ԍٿ��ټӟᣬ�ٿ��]�^���ļӟ��ٶ���ζ���W���w���r�g�^���ټӟ��L�����^����N���صľC�Ϸ��������ضȑ��c��Ҏ��̎���ஔ���Ըߡ�
�R���w���P䓴��Ժã������ߴ粻�Ǻܴ�r�����伴����ȫ���������S����Ч��Ȳ���10mm�������DZ�������Փ�ϑ��x�������ͬ�r�����]�����ض��x���^�͵�������r���鱣�C�������Ч�����M��Ӳ��Ҫ�����ɱ���ش���һ�����_�����أ��x����s�ٶ��^��Ĵ����|�����a���ض��^�͵Ŀ���ȱ�ݾͳɞ��Ȼ�x������s�ٶ����@���ڿ��䣬�ڸ�����|�Ќ����^����һ�N�������ӟᵽ���ضȺ��������ʹ���_�����Ч�����^������s�ٶ��ֲ��®a���Ѽy��ȱ�ݣ���������Ч�؝M�㼼�gҪ��
��3�����HЧ�� �����������������S���M�д�������Ӳ����45HRC���ϣ����^480��ػ�Ӳ���Է�����40HRC���ϣ���ÿһ��������������λӲ�ȷֲ��������f����������_���˴��Ҫ��ԓ�����Ĵ��ɹ�����ӟ��y���^��IJ��P䓹������ȿı������ṩ������ą�����
2.�^��ߴ�������Ӳ�Ӹ��l������ ��1���ӹ��y�c �˹����ĸ��l���Ҳ����ͬ�r�ӟ�ķ�ʽ����ӹ��y�c��Ҫ�������O�书�ʺ�����l�ʵ����ơ�
���l����̕r���ټӟᣬ��Ҫ�ں̵ܶĕr�g�ȼӟᵽ�ܸߵĜضȣ���Ҫ���ļӟṦ��������A��������Ҫ�ӟ�ı���Խ������Ĺ���Ҳ��Խ���ӟ�����һ���̶ȕr���͕����O�书�������y��������Fͬ�r�ӟᡣ
�����M�иБ��ӟ�r����������������l�ʛQ�����@һԭ��ʹ����l�ʳɞ��˛Q����Ӳ����ȵ���Ҫ���ء����l����O��������l��һ���ǹ̶��ģ�����l�O������l�ʞ�200��300kHz������������Ȟ�0.9��1.1mm���@�������˴�Ӳ����ȵ��Mһ�����
ij�aƷ�����N�����λҊ�D2����aƷ�е��P�I�㲿�������Ϟ�40Cr�Ͻ�Y��䓣�Ҫ��f 89mm��A������l��𣬴��Ӳ��Ҫ��50��60HRC����Ӳ�����2.5��4.5mm��ԓ�����������ߴ��^����Ҫ�^��Ĺ����M�мӟ��⣬���ڼӟ�Ӱ푸���Ć��}�Ǵ��λ�鹤�����۲����Б���������Ҳ��һ�����y���簴��Ҏ���������Б��������Б����ȏ��Դ����������ֱ�����t�Б�����횬F��������ʮ���韩�����ҹ�������횓p�ĸБ��������M�У�ÿһ�����ĸ��l������������������һ���Б�����Ҳ������ÿһ�Б����������`���Б����ȏ�������������ֱ����������111mm���t�Б����c���λ���g��Ӵ���11mm���Б��ӟ�Ч�ʌ��@�����͡���Ӳ�ӷ��棬2.5��4.5mm����ȷ���������������ȵ�2.5��4.5��������ߴ�Ӳ����ȣ�һ����m�����ß������ԭ���������ß����ɱ������IJ����������ԣ��Ӵ�ӟ�ӵĺ�ȡ����μ�����������ķ�����Ҫ�Ա�����ȴ����^��ĜضȲ����Ҫ��Ĵ�Ӳ������_�����ضȕr������ض����^�ߣ��a������M���^�ᡢ�^����ȱ�ݡ� 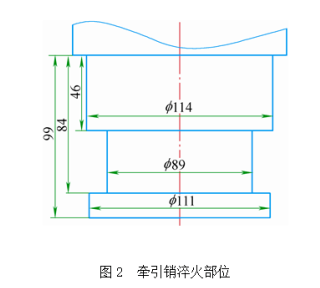 ��2�����ˇ���� ����ɴ�헹����Ĵ�𣬌��T�����˸Б������ӏ��˹�ˇ�^�̿��Ʋ������˔��m�ӟ᷽ʽ��
�Y�Ϡ����N���T�����c����׃���y�Б���������ʽ�����Б����������A�Σ��˷����y�Б�������ԓ�������l���������y�c���ȿ��Ԍ��F�Б����c�ӟ����֮�g�M����С���x����ϣ��ֿ��Է����ʹ�����c�Б���Ó�x�M�д���ھ��w�IJ�����ʩ�У�ʹ���������ڸБ����M��ͬ�����D���_��˲�g����A�M�мӟᣬ���w����ȫ���������M�мӟ������Ч����Ҋ�D3���� 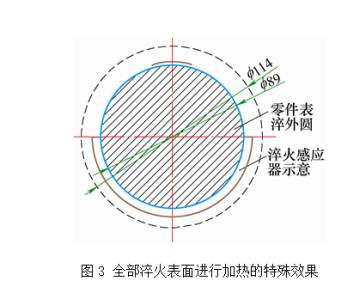 ǰ�����v������F�����ڼӟᵽһ���ضȺ�ʧȥ���ԣ��ӟ��ٶ��S֮�½����������H�ӟ��^���У���������F���^ʧ���c�ı��ӕr���ͱ��������ăȲ�����̎�u�����Ⱦ͕�ͻȻ�������ɞ�ӟ��ٶ����IJ�λ�����F�ߜر�Ӽӟ��ٶȽ��ͣ�����̎���ؼ��٣�����Ȳ����ƵĬF���@һ�F�����ߴ�Ӳ������������ģ�����Ӹߜ^�ӟ��ٶ��^����̎�ԃȵIJ�λ��ܶ࣬����^�ᡢ�^���A���Ժ܇��ء��˕r������Ҫ�ҳ�늉����ӟ��ٶȵȅ�����������ã�����ӟ��^�̵Ŀ��ƣ��ڱ��C�|����ǰ���±M�������Ӳ����ȡ�
�����NҪ���Ӳ������^�μ��ą�����������ȫ�M�㼼�gҪ��������Ƿȱ��߀��Ҫ��ȡһЩ�������ɡ����m�ӟᣬ����δ�_�����ضȕr�����rֹͣ�ӟᣬʹ������������^�����Ȃ�����Ȼ���������_ʼ�ӟᡣ�@���ஔ�������˟�����r�g�����ͱ�����Ȳ��Ĝض��ݶȣ������M�Д��Σ�����ضȲ����^�߶��a���^�ᡢ�^�������F�ı������2.5��4.5mm���^������_�����ضȵ�Ŀ�ġ�
��3�����HЧ�� ��ȡ���M�Б����OӋ��������ˇ���������m�ӟ�ȴ�ʩ�����N������l����Ӳ�ȿ��Է����_��55HRC���ң���Ӳ�����3mm���ϣ�ʹ�ø��l���ķ�ʽ�_���˱��m�������l���Ĵ�Ӳ�����Ҫ�������ڸБ����ĸ��M������������һ�B�m������M�д���������Ч����˹���Ч�ʡ�
3.��Ҫע������ �鱣�C�ӹ��|������ע��������헣�
��1���O��S�o�����O����Ҫ�����l�Б����c�����g�����M����С���Ԝp������ܓp�ģ�����ȵر��Cͬ�r�ӟ�Ĺ�����Ҫ��
��2��ʹ�����~���Ƴ��������ǸБ����������ʽ���OӋ������Б����r�����M����ʹ��ֱ���^������~�ܲ��p���є����Խ��п������C�ӟ�Ч�ʡ�
4.�Y�Z ���l�Б������һ�����s���^�̣��ڟ�̎����Ҳ���������̎�������������Fͬ�r�ӟ�t�y�ȸ����ھ��w�����У���횾C�Ͽ��]�O�书�ʡ������l�ʡ��Б�������̎�텢�������ϽM���D׃�������|����s��ʽ�����أ��_���@Щ���ص������ϣ�����ȵذl�]�O�䝓�����M���ܝM���Ʒ�N��С��������ͬ�r�ӟ������Ҫ�� ���l�Б�����O���M�оֲ��ӟ�r��Ҫע��aƷ��λ |




Copyright © 2024 �V�|�������ܿƼ�����˾ ������� ��ICP��14033160̖  �����W���� 44190002003728̖
�����W���� 44190002003728̖
��ַ�� �Ї��V�|ʡ�|ݸ��Xɽ悴�����·102̖301��

